Lajmet e industrisë
-

Cilat janë metodat e provës jo shkatërruese të përshtatshme për farkëtimet e mëdha
Testimi me ultratinguj (UT): Përdorimi i parimeve të përhapjes dhe reflektimit tejzanor në materiale për të zbuluar defektet. Përparësitë: Mund të zbulojë defekte të brendshme në falsifikime, si pore, inkluzione, çarje, etj; Të ketë ndjeshmëri të lartë zbulimi dhe saktësi pozicionimi; I gjithë falsifikimi mund të...Lexo më shumë -

Kalitja e pjesëve të farkëtimit të çelikut
Kalitja është një proces trajtimi termik në të cilin pjesa e punës shuhet dhe nxehet në një temperaturë nën Ac1 (temperatura fillestare për transformimin e pearlitit në austenit gjatë ngrohjes), mbahet për një periudhë të caktuar kohe dhe më pas ftohet në temperaturën e dhomës. Kalitja në përgjithësi vijon...Lexo më shumë -

Cilat janë avantazhet e bërjes së farkëtimeve me 4145H
4145H është një çelik i strukturuar që përdoret kryesisht për prodhimin dhe përdorimin e veglave të shpimit të puseve të naftës. Çeliku përpunohet në një furre me hark dhe përpunohet nëpërmjet teknologjisë së rafinimit të butë. Përveç kësaj, stërvitjet e naftës shpesh përdoren për të përmirësuar performancën e pjesëve të stërvitjes. Kur përdorni çelik 4145H në dir...Lexo më shumë -

Zgjidhni 4145H ose 4145H MOD për stabilizuesin
4145H dhe 4145H MOD janë dy specifikime të ndryshme çeliku të përdorura kryesisht për aplikime me rezistencë të lartë dhe temperaturë të lartë në industrinë e naftës dhe gazit natyror. Dallimet e tyre qëndrojnë në këto aspekte: Përbërja kimike: Ka një ndryshim të vogël në përbërjen kimike b...Lexo më shumë -

Trajtim shuarjeje dhe kalitjeje
Trajtimi i shuarjes dhe kalitjes i referohet një metode të trajtimit termik të dyfishtë të shuarjes dhe kalitjes në temperaturë të lartë, e cila synon të sigurojë që pjesa e punës të ketë veti të mira mekanike gjithëpërfshirëse. Kalitja me temperaturë të lartë i referohet kalitjes midis 500-650 ℃. Më i shuar dhe i kalitur...Lexo më shumë -

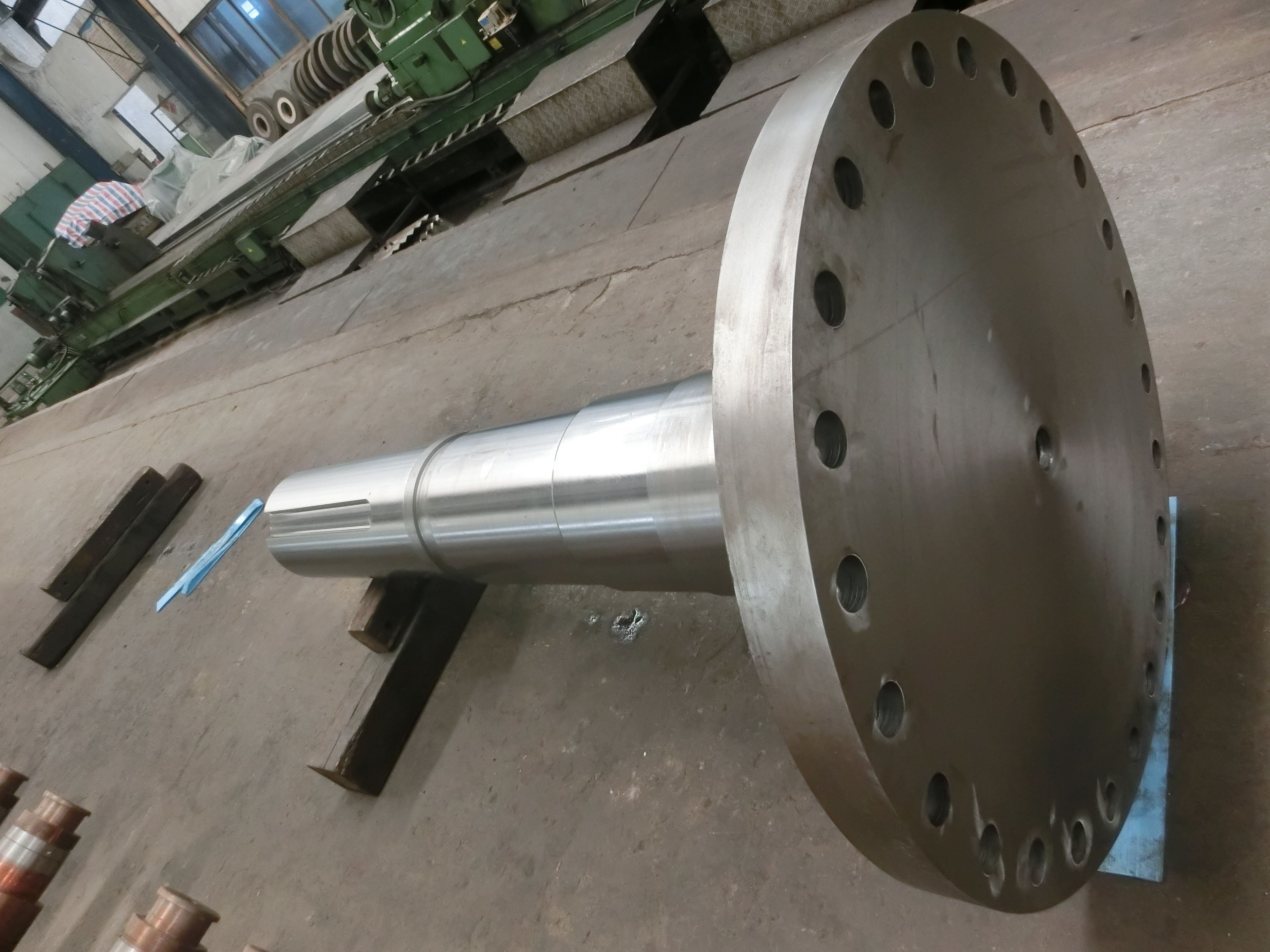
Formëzimi i boshtit për Turbinat Hidraulike dhe Gjeneratorët Hidraulikë
1 Shkrirja 1.1 Shkrirja e furrës elektrike alkaline duhet të përdoret për farkëtimin e çelikut. 2 Formëzimi 2.1 Në skajet e sipërme dhe të poshtme të shufrës së çelikut duhet të ketë një masë të mjaftueshme prerjeje për të siguruar që pjesa e farkëtuar të mos ketë zgavra tkurrje dhe ndarje të rëndë. 2.2 Falsifikimi...Lexo më shumë -

Hapni pjesët e falsifikimit
Proceset bazë të falsifikimit të lirë përfshijnë prishjen, zgjatjen, grushtimin, përkuljen, përdredhjen, zhvendosjen, prerjen dhe falsifikimin. Zgjatimi i falsifikimit të lirë Zgjatimi, i njohur gjithashtu si zgjatim, është një proces farkëtimi që zvogëlon sipërfaqen e prerjes tërthore të biletës dhe rrit gjatësinë e tij. E gjate...Lexo më shumë -
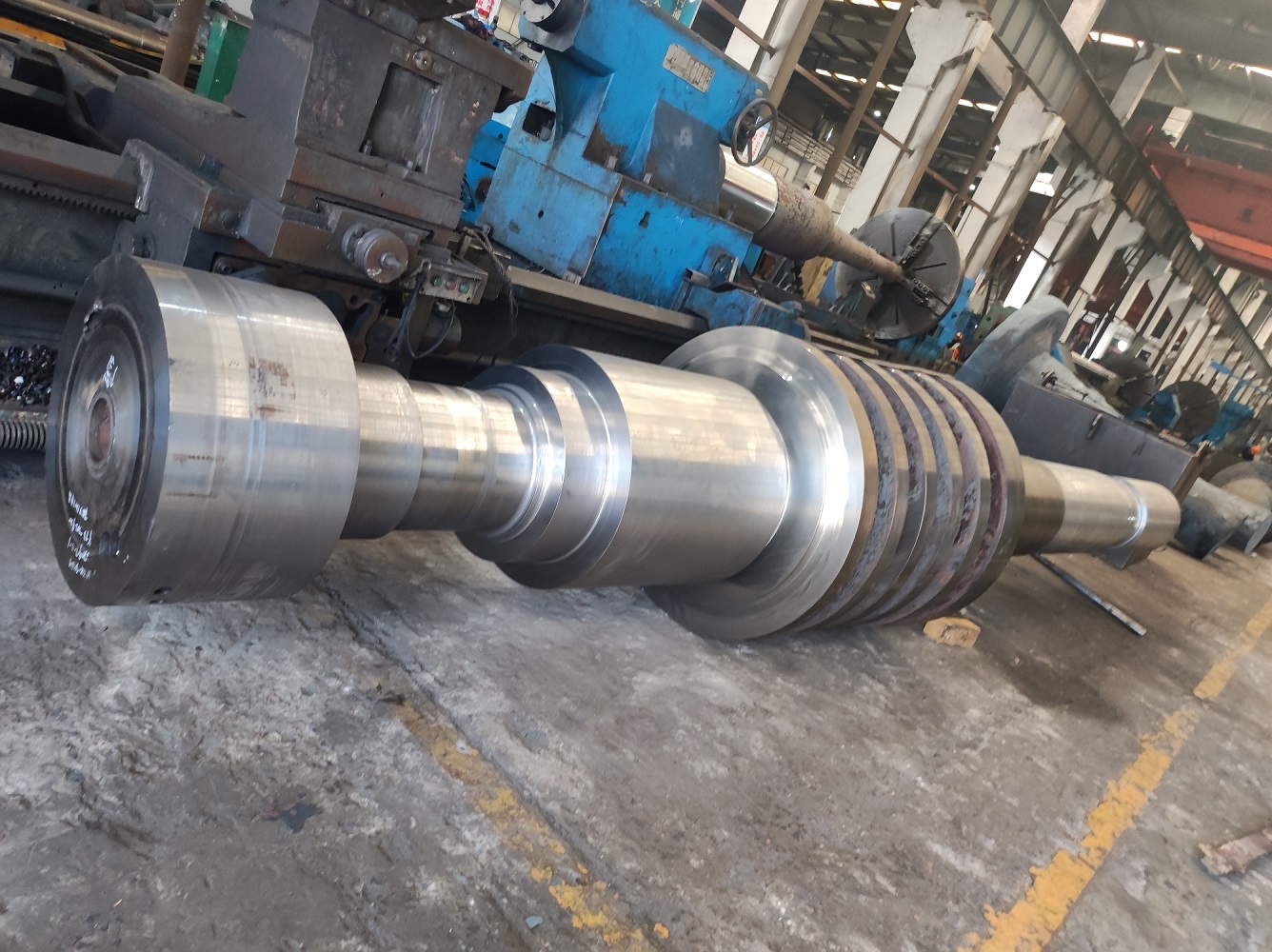
Formëzimi për rotorin e turbinave industriale me avull
1. Shkrirja 1.1 Për prodhimin e pjesëve të farkëtuara, për shufrat e çelikut rekomandohet shkrirja e furrës me hark alkalin elektrik, e ndjekur nga rafinimi i jashtëm. Metoda të tjera që sigurojnë cilësi mund të përdoren gjithashtu për shkrirje. 1.2 Përpara ose gjatë derdhjes së shufrave, çeliku duhet të hiqet...Lexo më shumë -

Normalizimi i pjesës së farkëtimit
Normalizimi është një trajtim termik që përmirëson qëndrueshmërinë e çelikut. Pasi të keni ngrohur përbërësit e çelikut në një temperaturë 30-50 ℃ mbi temperaturën Ac3, mbajini ato për një periudhë kohe dhe ftohini me ajër jashtë furrës. Karakteristika kryesore është se shpejtësia e ftohjes është më e shpejtë se anne...Lexo më shumë -
Disa Specifikime Teknike Për fllanxhat e kullave të falsifikuara të turbinës me erë
Kërkesat e përgjithshme Kompanitë e prodhimit të fllanxhave duhet të zotërojnë aftësitë teknike, kapacitetin e prodhimit dhe aftësitë e inspektimit dhe testimit të kërkuara për produktet, së bashku me të paktën dy vjet përvojë në industrinë e falsifikimit. Pajisjet e prodhimit të fllanxhave të prodhuara...Lexo më shumë -

Brishtësia e kalit gjatë falsifikimit dhe përpunimit të farkëtimeve
Për shkak të pranisë së brishtësisë së temperamentit gjatë farkëtimit dhe përpunimit të farkëtimeve, temperaturat e disponueshme të kalitjes janë të kufizuara. Për të parandaluar rritjen e brishtësisë gjatë kalitjes, është e nevojshme të shmangni këto dy intervale të temperaturës, gjë që e bën të vështirë rregullimin e mbështetësve mekanikë...Lexo më shumë -

Cilat janë metodat e ngrohjes për farkëtimet e boshtit?
Ngrohja me lëvizje të vazhdueshme përdoret zakonisht për ngrohjen me induksion të falsifikimit të boshtit, ndërsa ngrohja e shuarjes me frekuencë të lartë zakonisht përfshin fiksimin e induktorit ndërsa farkëtimi lëviz. Ngrohja me frekuencë të mesme dhe me frekuencë të fuqisë, shpesh e zhvendosur nga sensorë, dhe falsifikimi gjithashtu mund të rrotullohet kur është e nevojshme ...Lexo më shumë



